
因為專業,估價才能更準確
回收優良設備,提供優良服務,“再造”優良沖床
全國服務熱線13537311221
全國服務熱線13537311221
沖壓模具是在沖壓加工中,將材料加工成零件(或半成品)的一種特殊工藝裝備。
根據工藝性質分類:沖裁模、彎曲模、拉深模、成形模等。根據工序組合程度分類:單工序模、復合模、級進模。
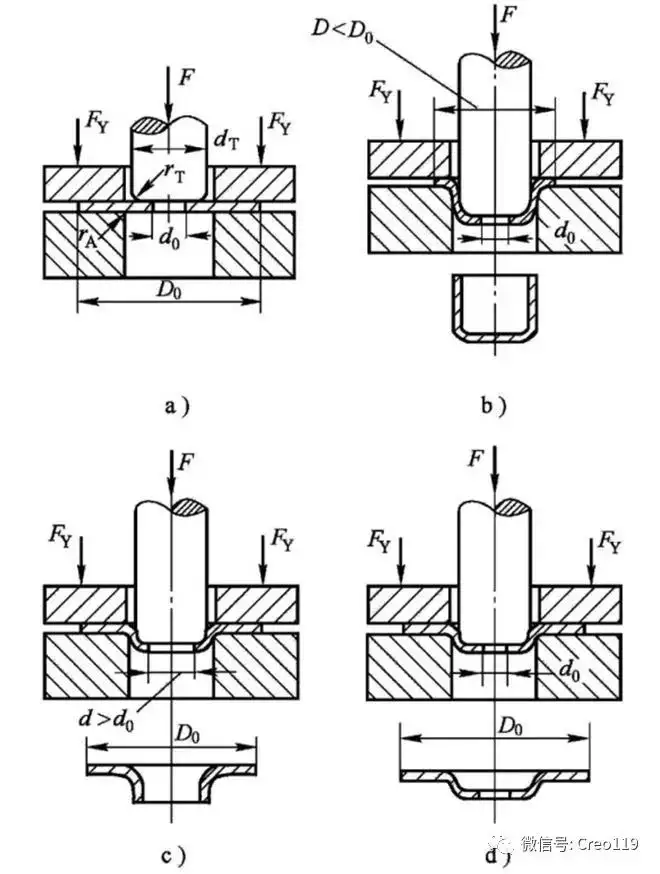
a)成形模 b)拉深模 c)翻邊模 d)脹形模沖壓生產的三要素:合理的沖壓工藝、先進的模具、高效的沖壓設備。

1. 落料、沖孔、修邊
缺陷:毛刺過大、變形、表面劃傷、尺寸不符、少孔等
1)毛刺過大:凸凹模間隙過大或過小;刃口磨損;導向精度差;凸凹模位置不同心等。
2)變形:孔距太小;壓料板與凹模型面配合不好;間隙過大等。
3)表面劃傷:操作時有拖、拉等現象;板料在剪切過程中劃傷等。
4)尺寸不符:上料不到位;定位裝置損壞或松動,位置竄動等。
5)少孔:沖頭折斷;沖頭長度不夠等。
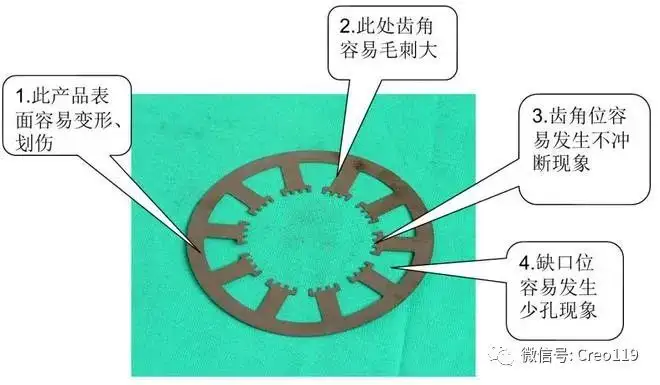
落料、沖孔、修邊產品容易產生缺陷位置
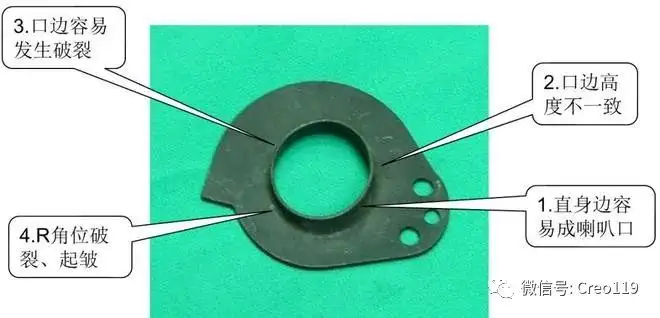
2. 拉延

拉延產品容易產生缺陷位置
3. 翻邊缺陷:翻邊不垂直、翻邊高度不一致、翻邊拉毛、翻邊裂等。
1)翻邊不垂直:凸凹模間隙過大。
2)翻邊高度不一致:凸凹模間隙不均勻;定位不準;落料件尺寸不準。
3)翻邊拉毛:刃口有傷痕;零件表面有雜質;刃口硬度太低。
4)翻邊裂:修邊時毛刺大;凸凹模間隙太小;翻邊處形狀有突變。
翻邊產品容易產生缺陷位置
4. 折彎缺陷:折彎角度不合格、折彎邊破裂、折彎R角處有臺階等。
1)折彎角度不合格:凸凹模間隙過大、凸凹模配合角度不匹配板材料厚薄不一。
2)折彎邊破裂:凸凹模間隙過小;折彎角度過小;沖裁力過大速度過快;板材料偏硬。
3)折彎R角有臺階:凸凹模折彎角過大;外R角過大;折彎力過小。
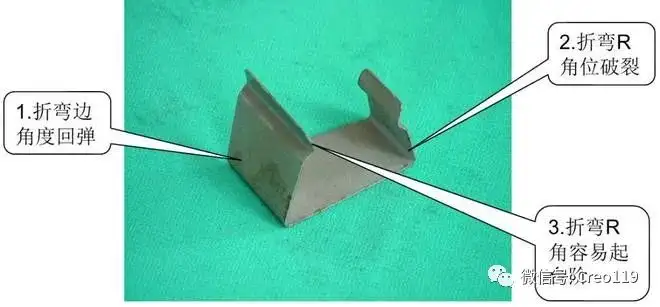
折彎產品容易產生缺陷位置
5. 廢料跳穴
1)沖頭長度不夠,按沖頭刃口切入凹模一個料厚加1mm更換沖頭;
2)凹模間隙過大,割入子減少間隙或用披覆機減小間隙;
3)沖頭或模板未去磁,將沖頭或模板用去磁器去磁。
6. 廢料堵穴1)落料孔小或落料孔偏位加大落料孔,使落料順暢;
2)落料孔有倒角,加大落料孔去除倒角;
3)刀口未放錐度,線割錐度或反面擴充孔減小直壁位長度;4)刀口直壁位過長,反面鉆孔,使刀口直壁位縮短;5)刃口崩,造成披鋒大,堵料重新研磨刃口。
7. 披鋒不良1)刃口崩,造成披鋒過大重新研磨刃口;2)沖頭與凹模間隙過大,線割入塊,重新配間隙;3)凹模刀口光潔度差,拋光刀口直壁位;4)沖頭與凹模間隙過小,重新省模,配間隙;5)頂料力過大,反向拉出披鋒換彈簧,減小頂料力。
8. 切邊不齊1)定位偏移調整定位;2)有單邊成型,拉料加大壓料力,調整定位;3)設計錯誤,造成接刀不平重新線割切邊刀口鑲塊;4)送料不準調整送料器;5)送料步距計算有誤重新計算步距,重定接刀位。
9. 沖頭易斷1)閉合高度過低,沖頭切入刀口部位過長調整閉合高度;2)材料定位不當,造成沖孔沖頭切單邊,調整定位或送料裝置因受力不均斷裂;3)下模廢料堵死刀口,造成沖頭斷重新鉆大落料孔,使落料順暢;4)沖頭的固定部位(夾板)與導向部位修配或重新線割入塊使沖頭上下順暢(打板)偏移;5)打板導向不良,造成沖頭單邊受力重新修配打板間隙;6)沖頭刀口太短,與打板干涉重換沖頭,增長刀口部分長度;7)沖頭固定不好,上下竄動重新固定沖頭使之不能上下竄動;8)沖頭刃口不鋒利重新研磨刃口;9)沖頭表面拉傷,脫料時受力不均重新換沖頭;10)沖頭過細,過長,強度不夠重新換沖頭類型;11)沖頭硬度過高,沖頭材質不對更換沖頭材質,調整熱處理硬度。
10. 鐵屑1)壓筋錯位重新計算壓筋位置或折彎位置;2)折彎間隙過小,擠出鐵屑重新調整間隙,或研磨成型塊,或研磨成型沖頭;3)折彎凸模太鋒利修R角;4)接刀口材料太少重新接刀口;5)壓筋太窄重新研磨壓筋。
11. 抽芽不良1)抽芽底孔中心與抽芽沖子中心不重合造確定正確中心位置,或移動抽芽沖子位置,或移成抽芽-邊高-邊低甚至破裂動預沖孔位置,或調整定位;2)凹模間隙不均勻,造成抽芽-邊高-邊修配抽芽間隙低甚至破裂;3)抽芽底孔不符合要求,造成抽芽高度及重新計算底孔孔徑,預沖孔增大或減少直徑偏差,甚至破裂。
12. 成型不良1)成型模凸模太鋒利,造成材料拉裂成型凸模修R角,刀口處適當修R角;2)成型沖頭長度不夠,造成未能成型計算沖頭正確長度調整沖頭實際長度以達成型要求;3)成型沖頭過長,成型處材料壓變形,甚確定沖頭正確長度,調整沖頭實際長度以達到要求至沖頭斷裂;4)成型處材料不夠造成拉裂計算展開材料,或修R角,或降低成型高度;5)定位不良,造成成型不良調整定位或送料裝置;6)成型間隙太小造成拉裂或變形調配間隙。
13. 折彎尺寸1)模具沒調到位造成角度誤差導致尺寸偏調整閉合高度不良或角度差不良;2)彈力不夠造成角度不良導致尺寸偏差換彈簧;3)材質不符合要求造成角度不良導致尺寸換材料或重新調整間隙偏差;4)材料厚度偏差引起角度不良導致尺寸偏確定料厚,換材料或重新調整間隙差;5)定位不當導致尺寸偏差調整定位使尺寸OK;6)設計或加工錯誤造成折彎公拼塊間有間補焊研磨,消除拼塊間的間隙,導致折彎尺寸小;7)成型公無R角,在角度及其他正常情況成型公修R角下折彎高度偏小;
8)兩邊折彎尺寸偏大加壓筋;9)單邊折彎拉料造成尺寸不穩定加大彈簧力,調整定位;10)間隙不合理,引起角度不良和尺寸偏差修配間隙;11)折刀高度不夠,折彎沖頭合入折刀太短增加折刀高度,使折彎沖頭盡可能合入折刀部隊位造成角度不良多一些;12)折彎時速度太快,造成折彎根部變形調整速比控,選擇合理轉速;13)結構不合理,折刀未鑲入固定模板,重新銑槽,將折刀鑲入模板沖壓時,造成間隙變大;14)成型公熱處理硬度不夠,造成壓線崩或重制成型公壓線打平。
14. 不卸料1)定位不當或送料不當調整定位或送料裝置;2)避位不夠修磨避位;3)內導柱拉傷,造成打板活動不暢更換內導柱;4)沖頭拉傷或表面不光滑更換沖頭;5)頂料銷擺布不合理重新擺布頂料銷位置;6)頂料力不夠,或脫料力不夠更換頂料彈簧或脫料彈簧;7)沖頭與夾板打板配合不順暢修配打板和夾板使沖頭配合順暢;8)成型滑塊配合不暢修整滑塊與導向槽使之配合順暢;9)打板熱處理不適,沖壓一段時間后變形重新研磨打板,矯正變形;10)沖頭過長或頂料銷長度不夠增加頂料銷長度或換用長度合適之沖頭;11)沖頭斷更換沖頭;12)模板未云磁,工件往上帶給模板去磁。
15. 送料不順1)模具沒架正,導致料帶與送料器及模具重架模具或調整送料器不在同一條直線上;2)料帶不平調整校平機或更換材料;3)不卸料造成送料不順參照不卸料解決對策;4)定位太緊調整定位;5)導正銷太緊或直壁位太長調整導正銷;6)沖頭固定不好或太長與料帶干涉換長度合適之沖頭重新固定;7)頂料銷太短,料帶與成型入塊相干涉調整頂料銷長度,避免干涉;8)浮升塊位置排配不當調整浮升塊位置。
16. 鉚合不良1)模具閉合高度不當鉚合不到位調整閉合高度;2)工件未放到位,定位偏差調整定位;3)鉚合前工件不良確認抽芽孔,參考抽芽孔不良解決對策處理確認鉚合孔是否倒角,如無倒角則增加倒角;4)鉚合沖頭長度不夠換用長度合適之沖頭;5)鉚合沖頭不符合要求確認并用符合要求之鉚合沖頭。
17. 漏裝或裝1)不小心組立時細心錯沖子;2)沖子無方向標記有方向性的沖子做上記號。
18. 裝錯螺絲1)不知道模板的厚度了解模板的厚度太長或太短;2)不夠細心,經驗不足選用適當的螺絲。
19. 拆裝模具1)銷釘孔沒有擦干凈將銷孔,銷釘擦干凈,拆模時應先拆定位銷時容易損壞裝模時,應先用螺絲導正,后打定位銷釘孔;2)裝拆模具程序不對打落銷釘時不要碰傷銷釘孔。
20. 定位銷1)孔壁拉毛,刮傷致使太緊組模時,細心檢查銷釘孔是否拉毛,否則應將打不出來銷孔重新鉸孔;2)銷孔偏位或下面沒有逃孔追加定位銷逃孔。二手沖床回收
21. 彈簧太長1)沒有注意彈簧孔深度量好彈簧孔深度,算好彈簧的壓縮量,重新選擇無法下壓到;2)不夠細心,經驗不足合適的彈簧下死點。




